Skift sprog :
FDM-printproces: Skræddersyet produktion til dine behov

FDM-printprocessen er blevet en af nøgleteknologierne inden for 3D-print - men hvad ligger der egentlig bag?
FDM (Fused Deposition Modelling) gør det muligt at fremstille fysiske objekter ved at bearbejde smeltede plastfilamenter lag for lag. Denne proces er også kendt som fused filament fabrication (FFF).
FDM-printning kan bruges på mange områder, fra industrielle prototyper til hobbyanvendelser, da processen kombinerer brugervenlighed med alsidighed.
igus tilbyder brugere af FDM-printprocessen specialudviklet filament lavet af højtydende plast til bearbejdning på standard 3D-printere. Disse materialer er mere holdbare end konventionel plast og er ideelle til slidstærke dele i bevægelige applikationer.
Gå på opdagelse på denne side:
Hvor bruges FDM-printprocessen?
Fused deposition modelling bruges som fremstillingsproces for komponenter inden for mange forskellige anvendelsesområder, bl.a:
Fylde- og emballeringsmaskiner: For eksempel til individuelle produktvendere på transportbånd
Fremstilling af prototyper: Til hurtige testserier og designudviklinger
Maskinteknik og anlægsteknik: Værktøjer, anordninger, udskiftning af fræsede plastdele
Luft- og rumfart: Letvægts- og komplekse geometrier til simuleringer eller testkomponenter
Bilindustrien: Funktionelle prototyper, beslag og små serier
Medicinsk teknologi: Skræddersyede modeller og prototyper til kirurgisk planlægning
Hobby & DIY: Anvendelser som smykkedesign, modelbygning og dekorative husholdningsgenstande
FDM-printning i praksis
Vedligeholdelsesfrie gribere fra 3D printeren
Carecos Kosmetik GmbH havde brug for produktionsgribere, der griber fat i lågene og skruer dem på beholderne. Tidligere blev de fræset ud af aluminium, hvilket var forbundet med omkostninger på op til 10.000 euro pr. griber og en produktionstid på seks uger. Takket være det tribologisk optimerede iglidur i150-filament kunne igus levere en hurtig og omkostningseffektiv løsning. Plastgrebene er lettere, op til 50 gange mere slidstærke og kan printes inden for 10 til 12 timer. Resultatet: 85% omkostningsbesparelser og 70% hurtigere produktion. Ideel til automatiseret produktion inden for en lang række brancher.

Produktvender lavet af iglidur i150 til påfyldning af drikkevarer
I drikkevareindustrien blev produktdrejere tidligere fremstillet af ståltråde eller fræsede materialeblokke, hvilket medførte høje omkostninger, en masse materialespild og lange leveringstider. igus har udviklet et 3D-printet alternativ fremstillet af iglidur i150-filament. Den trykte dåsevender har en særlig spiralstruktur, der drejer dåserne præcist og forbereder dem til fejlfri påfyldning. Komponenten har samme funktionalitet som den tidligere løsning, men reducerer produktionsomkostningerne med op til 70%. Den kan behandle op til 60.000 dåser i minuttet, er vedligeholdelsesfri, og dens konstruktion kan fleksibelt tilpasses til enhver dåsestørrelse.

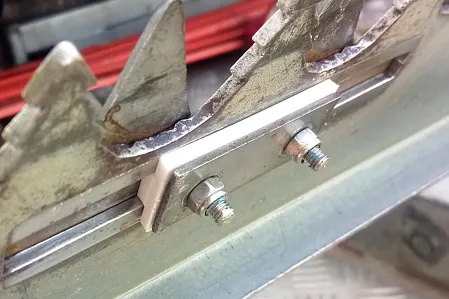
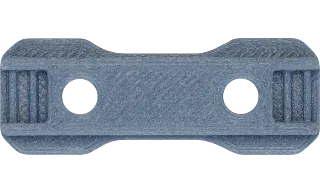
Glidere til flydende plæneklippere
Flydende græsslåmaskiner fjerner græs fra søbredderne. Deres skæreknive blev spændt med metalglidere, som hurtigt blev slidt på grund af snavs og fugt og blev udskiftet tre gange pr. sæson. Reservedele medførte høje omkostninger. Der blev udviklet et robust og omkostningseffektivt alternativ i form af 3D-printede glidere fremstillet af iglidur i180. Komponenterne er op til 15 gange mere omkostningseffektive, 50 gange mere slidstærke og fungerer uden smøring takket være de faste smøremidler, de indeholder. FDM 3D-print giver også mulighed for hurtig og fleksibel levering, hvilket reducerer vedligeholdelseskravene og de samlede omkostninger betydeligt.
Anmod om en løsning til dit projekt i dag
Arbejder du på et lignende projekt og har brug for hjælp til design og materialevalg til skræddersyede gribere, produktvendere eller andre komponenter?
Kontakt os og fortæl os om din ansøgning. Vores eksperter vil rådgive dig personligt og hjælper dig gerne med at finde den optimale løsning til netop dit anvendelsesformål.
Fordele ved FDM-printprocessen

Når det drejer sig om hurtige resultater og nem håndtering, er FDM-processen et gennemprøvet valg:
- Alsidigt valg af materialer: Ud over standardplast som PLA og ABS, som også bruges til sprøjtestøbning, kan man også bruge højtydende polymerer. igus tilbyder et bredt udvalg af slidstærke plastmaterialer, herunder fødevaregodkendte, kemikalieresistente og varmebestandige materialer.
- Multifarvetryk og mulighed for flere materialer: Med FDM kan forskellige filamenter kombineres i én printproces for at printe komponenter med forskellige specifikationer.
- Brugervenlighed: Den enkle betjening af de fleste 3D-printere gør processen særlig attraktiv for begyndere.
- Hurtig produktion: Små komponenter printes hurtigt - ideelt til prototyper og små serier.
- Omkostningseffektivitet: FDM-printere er ofte mere omkostningseffektive at anskaffe og drive end andre systemer. Materialerne er billige og let tilgængelige, hvilket holder driftsomkostningerne lave. Metoden imponerer også med en ren proces - uden beskyttelsesudstyr eller ekstra udstyr som f.eks. ultralydsrensere.
Grænser for FDM-printning
Selvom FDM-printprocessen er meget alsidig, når processen sine grænser på visse områder:
- Lavere detaljeringsgrad: Synlige laglinjer og reduceret præcision sammenlignet med processer som SLA eller SLS.
- Efterbehandling: Afhængigt af kravene til overfladekvaliteten kan støttekonstruktioner og laglinjer kræve yderligere behandling, f.eks. slibning eller maling.
- Begrænset produktionsmængde: FDM er mindre økonomisk ved serieproduktion. Ved store mængder giver sprøjtestøbningsprocessen klare fordele med hensyn til hastighed og omkostninger pr. komponent.
Hvornår giver hver procedure mening?
Nogle gange kræver komplekse geometrier, højere detaljenøjagtighed eller særligt holdbare komponenter en anden 3D-printteknologi. igus tilbyder 3D-printning af kundetilpassede komponenter ved hjælp af FDM-, SLS- og DLP-processerne. ⯈ Få mere at vide om 3D-print-tjenesten
Følgende tabel sammenligner FDM-printning med disse andre teknologier:
| Kriterium | FDM | SLS | DLP |
|---|---|---|---|
| Dimensionel stabilitet | Mindre præcis | Præcis | Meget præcis |
| Overfladekvalitet | Synlige lag | Glat, næsten ingen lagdeling | Meget glat |
| Mekaniske egenskaber | Højere anisotropi i styrke, fiberforstærket materiale tilgængeligt | Kun svag anisotropi | Meget homogen struktur, isotropisk styrke |
| Er komplekse former mulige? | Begrænset, støttestrukturer nødvendige | Meget god, ingen støttestrukturer påkrævet | Meget god, fine detaljer mulige |
| Varighed af print | Hurtig til individuelle varer | Hurtig med større mængder | Hurtig med større mængder |
| Omkostninger | Økonomiske | Mellemstor pris | Snarere højere omkostninger |
| Særlige funktioner hos igus | Store komponenter, print af flere materialer muligt | Produktion i store mængder, høj dimensionel nøjagtighed | Ekstremt fine detaljer mulige |
Yderligere forklaringer
Anisotropi beskriver de retningsafhængige specifikationer for et materiale.
I FDM-printning resulterer den lagdelte struktur i forskelle i stabilitet, især mellem printplanet (X/Y) og den lodrette retning (Z).
I Z-retningen har komponenten ofte en lavere styrke på grund af svagere lagadhæsion.
Som følge heraf skal komponentens orientering vælges, så belastningen så vidt muligt er i den mere stabile retning.
Isotropi betyder, at et materiale opfører sig på samme måde i alle retninger – uanset belastningens retning.
Ved FDM-udskrivning er dette ikke nødvendigvis tilfældet, da lagene bindes sammen på en anden måde. Optimerede printparametre og målrettet justering hjælper med at fremme isotropisk adfærd.
Materialer til FDM-printning
Det rigtige materialevalg er afgørende for en 3D-printet komponents ydeevne. Inden for FDM-printning spænder spektret fra standardfilamenter, der er lette at bearbejde, til højtydende plastmaterialer, der opfylder selv de mest krævende krav.

Slidstærk igus tribofilament
POM, PE og PA udmærker sig ved deres gode glideegenskaber og dimensionsstabilitet, men er vanskelige eller umulige at bearbejde ved 3D-print. Med sine iglidur-filamenter tilbyder igus et alternativ til disse materialer, der er let at bearbejde. Til anvendelser, hvor konventionel teknisk plast når sine grænser, f.eks. med permanent bevægelige dele eller høj friktion, tilbyder igus forskellige filamenter med usædvanlig høj slidstyrke. Oplev det omfattende udvalg, fra allroundere, der er lette at bearbejde, til løsninger til krævende anvendelsesforhold.
Hvordan fungerer FDM-printprocessen? Et kig på teknologien
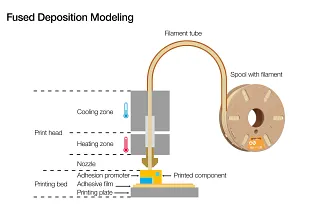
FDM-printprocessen fungerer efter et enkelt princip: Opvarmet plastfilament smeltes og ekstruderes lag for lag, indtil objektet er helt opbygget.
- Materialeindføring: Plastfilamentet rulles af en spole og føres jævnt ind i 3D-printerens skrivehoved.
- Behandling af materialet: Filamentet opvarmes i printhovedet - til temperaturer mellem 190°C og 450°C, afhængigt af materialet - og frigives i smeltet form som en fin streng (ekstruderet).
- Lagsopbygning: Skrivehovedet bevæger sig præcist langs de baner, der er angivet i 3D-modellen, og påfører det smeltede materiale lag for lag. Hurtig afkøling får plasten til at størkne med det samme, og de enkelte lag bindes sammen. Sådan oprettes komponenten trin for trin.
Faktorer, der skal tages i betragtning ved planlægning af FDM-udskrivning
God planlægning er nøglen til vellykkede FDM-printede dele. Nedenfor finder du de vigtigste punkter for en optimal forberedelse.
Typiske udfordringer ved FDM-printning
Hvad kan man gøre som bruger, hvis forarbejdningen af filament ikke går glat, og det ønskede resultat ikke bliver til noget? Til de følgende to udfordringer og mange andre problemer med 3D-printning med filament giver vi dig tips og hjælp til problemløsning i vores guide. ⯈ Download her


Mere af det her?
Få glæde af vores "24 tips til 3D-printning med filament"
Nogle problemer ved 3D-udskrivning med filament er nemme at genkende og løse, mens andre er mere komplekse og kan have flere årsager. Vil du gerne vide, hvordan du effektivt kan løse typiske udfordringer ved FDM-udskrivning? Så download vores guide nu og få tips til, hvordan du optimerer din udskriftskvalitet!
Sikker udskrivning uden skyen: softwareløsningen til Bambu Studio i virksomhedsnetværket
igus Bambu Wingman-softwaren muliggør pålidelig kommunikation mellem Bambu Lab-printere og slicing-softwaren uden at kommunikere med eksterne servere og dele printdata med tredjeparter.
Alle funktioner er tilgængelige lokalt og kan bruges direkte fra Bambu Studio eller OrcaSlicer, uanset firmware- eller softwareversion.